Kabeļu formēšanas mašīnas parasti var iedalīt divos veidos: sprostu kabeļu formēšanas mašīnas un ātrgaitas kabeļu formēšanas mašīnas. Tostarp ātrgaitas sprostu kabeļu formēšanas mašīna tiek izmantota vara dzīslu alumīnija vītu vadu un tukšu alumīnija vadu savilkšanai. Tikmēr to var izmantot arī plastmasas strāvas kabeļu, kabeļu ar gumijas apvalku un citu izstrādājumu kabeļu formēšanai.
Ievads kabeļu ievilkšanas mašīnās
Kabeļu ievilkšanas iekārtas parasti var iedalīt divos veidos: būra tipa kabeļu ievilkšanas mašīnas un ātrgaitas būra tipa kabeļu ieguldīšanas iekārtas. Tostarp ātrgaitas būra tipa kabeļu ievilkšanas mašīna tiek izmantota ar varu pārklātu alumīnija vītņotu vadu un tukšu alumīnija vadu savilkšanai, un to var izmantot arī plastmasas barošanas kabeļu kabeļu ievilkšanai ar gumijas apvalku. kabeļi un citi izstrādājumi.
Kabeļu ievilkšanas mašīnu pielietojums
Šīs sērijas izstrādājumi ir piemēroti daudzdzīslu gumijas kabeļiem, gumijas kabeļiem, signāla kabeļiem, plastmasas barošanas kabeļiem, šķērssavienotiem kabeļiem, telefona kabeļiem, vadības kabeļiem utt. ar dažādu šķērsgriezumu kabeļu ieklāšanas ražotājiem.
Kabeļu ievilkšanas mašīnu īpašības
Šīs kabeļu ievilkšanas mašīnu sērijas ir būtiskas kabeļu ražošanas iekārtas. Iekārtām ir plašs tipu un pilnīgas specifikācijas klāsts, un tā ir plaši pielietojama. Lietotāji var izvēlēties atbilstošo kabeļu ievilkšanas aprīkojumu atbilstoši savu ražošanas produktu vajadzībām. Aprīkojumam ir apgrieztās un nereversās pagriešanas funkcijas. Reversās griešanas metodes ietver atpakaļgaitas pagriešanas gredzena apgriešanu, planetārās zobrata vilciena atpakaļgaitas pagriešanu un ķēdes rata atpakaļgaitas pagriešanu. Iepriekšējas savīšanas formas ir sadalītas manuālajā priekšvītībā un elektriskajā priekšvītībā. Stiepļu spoles iespīlēšana ir sadalīta manuālajā iespīlēšanā un elektriskajā iespīlēšanā. Uzņemšana ir sadalīta vārpstas un bezvārpstas formās.
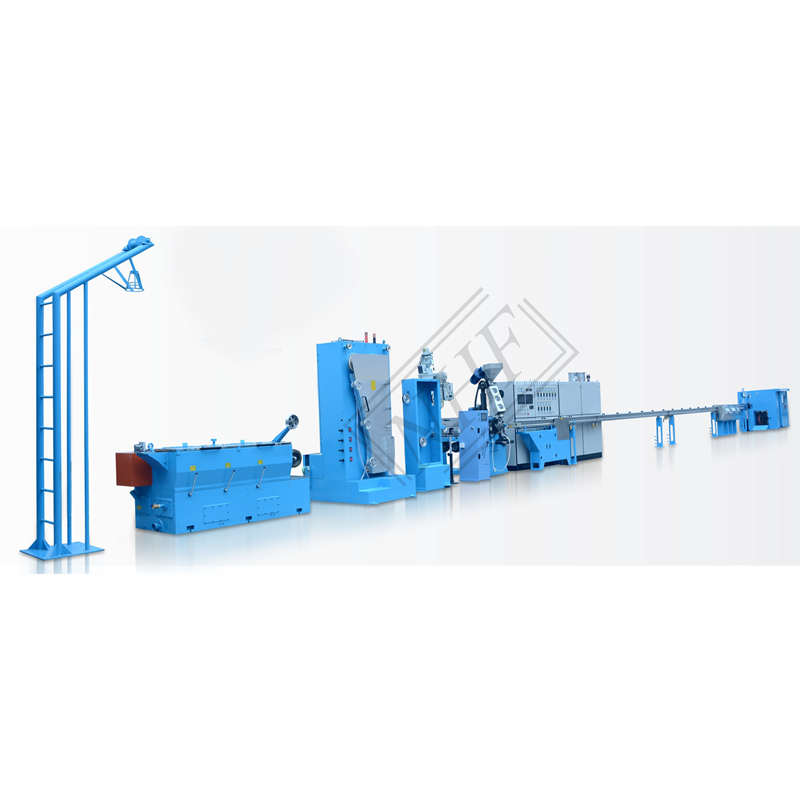
Aprīkojuma sastāvs
Izmaksas statīvs, sprostveida korpuss, stiepļu matricu turētājs, pārklāšanas mašīna, bruņumašīna, garuma skaitītājs, vilces ierīce, pacelšanas un nolikšanas statīvs, transmisijas sistēma un elektriskā sistēma.
Galvenie tehniskie parametri
- Kabeļu ieguldīšanas šķērsgriezums
- Straušanās būra rotācijas ātrums
- Kabeļu ievilkšanas laukums
- Pārlaiduma galvas rotācijas ātrums
- Laving piķis
- Vilces riteņa diametrs
- Izejas vada ātrums
Kabeļu ievilkšanas mašīnu veidi
Iekārtas, ko izmanto kabeļu ievilkšanai, tas ir, iekārtas, kas savērpj kopā izolētos vadu dzīslas un veic pildīšanu un pārklāšanu, sauc par kabeļu ievilkšanas mašīnu. Kabeļu ievilkšanas mašīnas tiek iedalītas parastā tipa un bungu savīšanas tipa. Parastā tipa kabeļu ievilkšanas mašīnās ietilpst būra un cilindra tips, un kabeļa ievilkšanas ātrums parasti ir mazāks par 10 m/min. Lielas kabeļu ieguldīšanas mašīnas ir izgatavotas trumuļa tipa un var veikt trīsdzīslu, četrdzīslu un piecu dzīslu kabeļu kabeļu ieguldīšanu. Piemēram, 1 + 3/1600 un 1 + 3/2400, 1 + 4/1600, 1 + 4/2400 kabeļu ievilkšanas mašīnas, un maksimālās atdeves spoles ir attiecīgi 1600 mm un 2400 mm. Vidējas un mazas kabeļu ievilkšanas mašīnas ir izgatavotas būra veidā, un spriegošanas daļa ir kā stiepļu savilkšanas mašīnas savīšanas būris ar tādām specifikācijām un formām kā 1 + 6/1000 un 1 + 6/400. Bungas kabeļu ievilkšanas iekārta ir salīdzinoši jauna kabeļu ieguldīšanas iekārta ar augstu ražošanas efektivitāti un ātrumu, kas parasti pārsniedz 30 m/min. Tam ir plašs pielietojuma klāsts, un to var izmantot dažādu strāvas kabeļu kabeļu ievilkšanai, kā arī sakaru kabeļu, vadības kabeļu un lielas sekciju ultraaugstsprieguma kabeļu sadalītāju kabeļu dzīslīšanai.
Frekvences pārveidotāju pielietojums kabeļu ievilkšanas mašīnās
Izmaksas sistēma
Izmaksas plaukts sastāv no 12 pasīvām izmaksas vienībām. Izmaksas spriegojumu rada tērauda sloksnes berze pret izmaksas spoles rotējošo vārpstu, lai realizētu stieples pasīvo spriegojuma atdevi.
Vilces sistēma
Vairāku pavedienu stieples un jostas spiediena veltņi tiek izmantoti vilces nodrošināšanai, lai realizētu sistēmas ātruma iestatījumu un sistēmas ātruma atsauci. Frekvences pārveidotājs izvada ātruma efektīvo vērtību PLC, izmantojot RS485 sakaru saskarni. Pēc tam, kad PLC apstrādā slīdēšanas priekšgala un pacelšanas iekārtas draivera datus, tas caur RS485 saskarni izvada datus uz slīdēšanas priekšgala un pacelšanas draiveri.
Dejotāja
Stieples spriegojumu regulē, regulējot stieples pretsvaru, kas iet caur stieples virzošo riteni, vai regulējot gaisa spiedienu gaisa cilindrā. Uzņemšanas mašīnas uzņemšanas procesa laikā dejotāja pozīcijas maiņa tiek nosūtīta uz PLC, lai pielāgotu paņemšanas mašīnas uzņemšanas ātruma izmaiņas, ko izraisa tinuma diametra izmaiņas, tāpēc lai realizētu nemainīgu lineāro ātrumu un pastāvīgu spriegojuma tinumu kontroli.
Izlikšanas laiks: 28. novembris 2024