Vadu un kabeļu ražošanas jomā apšuvuma ekstrūzijas ražošanas līnijai ir izšķiroša loma. Tas ir tāpat kā vadu un kabeļu cieta pārklājuma uzlikšana, aizsargājot iekšējo vadītāju un izolācijas slāni.
Vispirms rūpīgi analizēsim tabulā norādītos tehniskos parametrus. Dažādiem apvalku ekstrūzijas ražošanas līniju modeļiem ir atšķirīga veiktspēja, apstrādājot dažādus materiālus. Piemēram, 70. modeļa ražošanas līnijas jauda ir 37KW, jauda 180Kg/H un noteikts rotācijas ātrums, apstrādājot PVC/LDPE materiālus; savukārt, apstrādājot MDPE/HDPE/XLPE materiālus, jauda kļūst par 125KW, jauda ir 37Kg/H, un arī rotācijas ātrums ir atšķirīgs; LSHF materiāliem jauda ir 75KW, jauda ir 140Kg/H, un griešanās ātrums ir 90apgr./min. Palielinoties modelim, jauda, jauda un rotācijas ātrums arī attiecīgi mainās, lai apmierinātu dažādas ražošanas vajadzības dažādos mērogos.
Spriežot pēc apšuvuma ekstrūzijas ražošanas līnijas lietošanas metodēm, kas apgūtas internetā, tā galvenokārt vienmērīgi pārklāj stieples un kabeļa ārpusi ar konkrētiem materiāliem, izmantojot tādus procesus kā karsēšana un ekstrūzija, veidojot cietu apvalku. Šajā procesā ļoti svarīgi ir precīzi kontrolēt iekārtas parametrus. Dažādiem materiāliem ir nepieciešami dažādi temperatūras, spiediena un ātruma iestatījumi, lai nodrošinātu apvalka kvalitāti un veiktspēju.
Raugoties uz nākotnes tirgu, nepārtraukti attīstoties vadu un kabeļu nozarei un tehnoloģiju attīstībai, apvalku ekstrūzijas ražošanas līnijas tirgus izredzes ir ļoti plašas. No vienas puses, turpinot augt pieprasījumam pēc stieples un kabeļiem dažādās nozarēs, arī prasības apvalka kvalitātei un veiktspējai kļūst arvien augstākas. Tas liks apvalku ekstrūzijas ražošanas līnijai nepārtraukti uzlabot un uzlabot, lai tā atbilstu augstākiem ražošanas standartiem. Piemēram, uzlabojiet iekārtu automatizācijas pakāpi, panākiet precīzāku parametru kontroli un uzlabojiet ražošanas efektivitāti un produktu kvalitāti. No otras puses, videi draudzīgu materiālu izmantošana kļūs arī par nākotnes attīstības tendenci. Apvalku ekstrūzijas ražošanas līnijai ir jāpielāgojas jaunu videi draudzīgu materiālu apstrādes prasībām un jānodrošina videi draudzīgāki un ilgtspējīgāki stiepļu un kabeļu apvalki.
Kabeļu rūpnīcās pieprasījums pēc apvalku ekstrūzijas ražošanas līnijām galvenokārt atspoguļojas šādos aspektos. Pirmkārt, iekārtām ir jābūt ar efektīvu ražošanas jaudu, lai apmierinātu lielapjoma ražošanas vajadzības. Iekārtas ar lielu jaudu un lielu jaudu var saražot vairāk produktu laika vienībā un uzlabot ražošanas efektivitāti. Otrkārt, ir nepieciešams, lai iekārta varētu nodrošināt apvalka stabilu kvalitāti. Precīza ātruma kontrole un saprātīgi procesa parametru iestatījumi var nodrošināt apvalka vienmērīgu biezumu un uzticamu veiktspēju. Turklāt kabeļu rūpnīcas arī sagaida, ka aprīkojumam būs zemas uzturēšanas izmaksas un augsta uzticamība, lai samazinātu ražošanas pārtraukuma risku.
Iekārtas darbības ātruma ziņā dažādiem apvalku ekstrūzijas ražošanas līniju modeļiem ir dažādi rotācijas ātrumi. Tas nodrošina vairākas izvēles iespējas kabeļu rūpnīcām, un iekārtas darbības ātrumu var pielāgot atbilstoši ražošanas uzdevumu steidzamībai un produkta specifikācijas prasībām. Tajā pašā laikā, nepārtraukti attīstoties tehnoloģijai, paredzams, ka nākotnes apvalku ekstrūzijas ražošanas līnija vēl vairāk palielinās darbības ātrumu un saīsinās ražošanas ciklu, pamatojoties uz augstas kvalitātes produkcijas saglabāšanu.
Noslēgumā jāsaka, ka apvalku ekstrūzijas ražošanas līnijai kā svarīgam vadu un kabeļu ražošanas aprīkojumam ir liela nozīme tehnisko parametru, izmantošanas metožu, nākotnes tirgu un kabeļu rūpnīcas prasību ziņā. Tas turpinās attīstīties un ieviest jauninājumus, kā arī nodrošināt kvalitatīvākus un efektīvākus apvalku ražošanas risinājumus vadu un kabeļu nozarei, kā arī uzliks stingrāku pārklājumu vadiem un kabeļiem.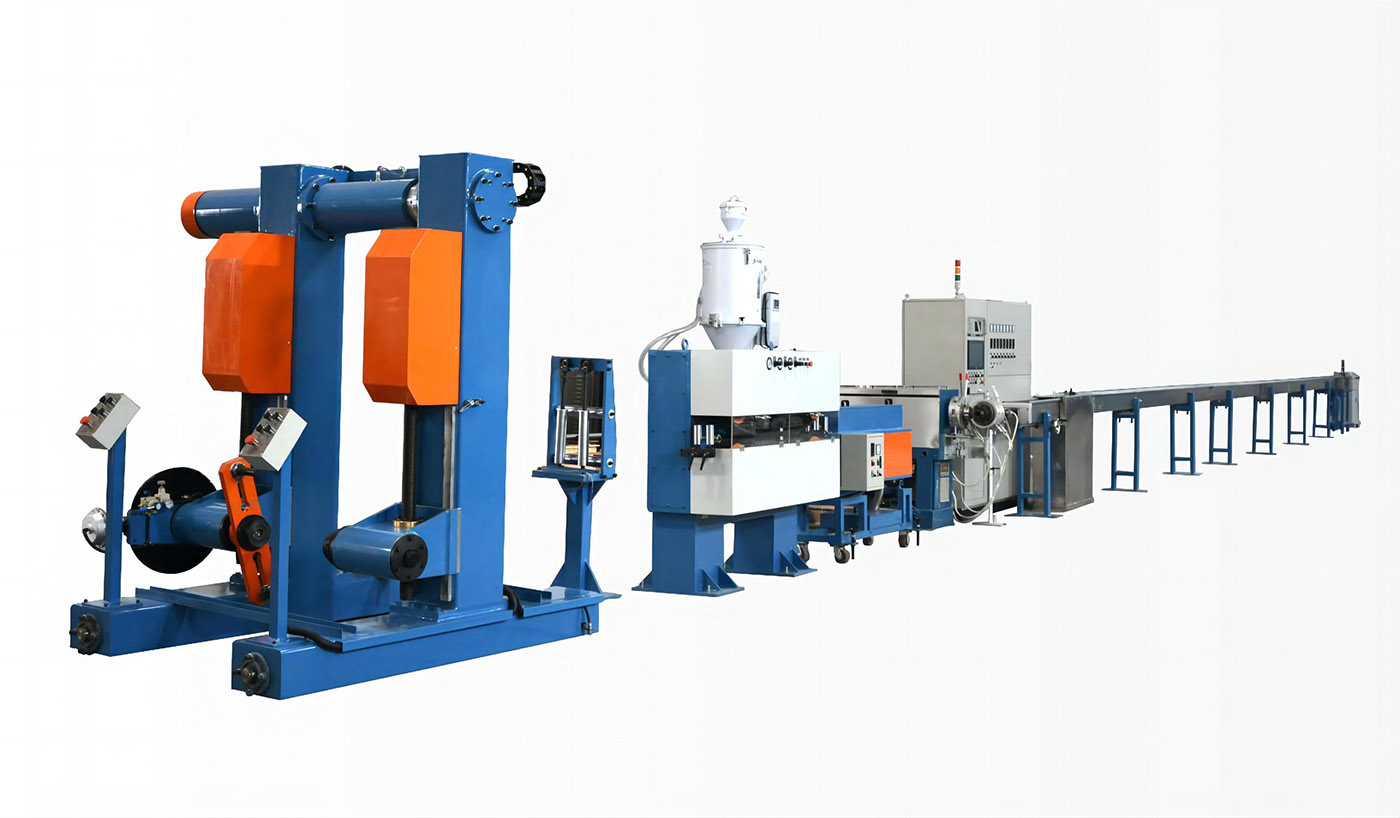
Izlikšanas laiks: 27. septembris 2024